パイプ曲げのR(曲げ半径)とは?
パイプ曲げにおける「R(曲げ半径)」の基本とは?
製造業、特にパイプ加工の世界において「R(曲げ半径)」は、製品の性能や品質、そして加工コストを左右する極めて重要な要素です。しかし、図面に「R」と記載されていても、それが具体的にどこを指しているのかを正確に理解していなければ、調達段階での食い違いや加工不良を招くリスクがあります。ここでは、調達購買担当者が最低限押さえておくべきパイプ曲げRの基本定義について解説いたします。
初心者でもわかる:中心R、内R、外Rの違い
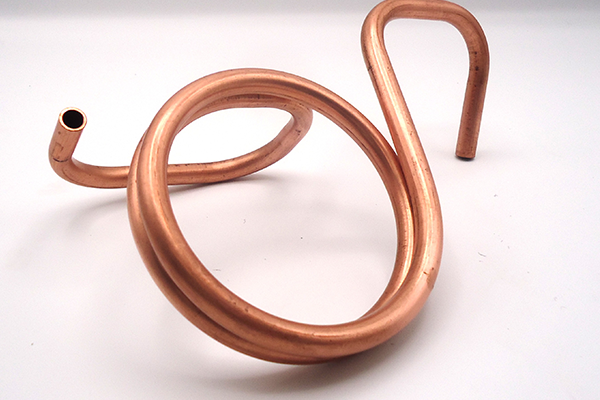
パイプを曲げた際、その曲線部分には「内側」「中心」「外側」の3つの異なる半径が存在します。
-
内R(内半径):パイプの曲げられた内側のラインの半径を指します。
-
外R(外半径):パイプの曲げられた外側のラインの半径を指します。
-
中心R(中心線半径):パイプの肉厚の中心を通る線の半径を指します。
実務上、最も混乱しやすいのが「内R」と「中心R」の混同です。例えば、設計者が中心Rのつもりで図面にR寸法を記載し、加工メーカーがそれを内Rと解釈してしまった場合、仕上がりの外形寸法が大きくズレてしまい、他部品との干渉や組み立て不能といったトラブルに直結します。
図面で一般的に使われる「中心R」というルール
パイプ曲げ加工において、特に指定がない限り「R」といえば**「中心R(CLR:Center Line Radius)」**を指すのが業界の一般的なルールです。
なぜ中心Rが基準になるかというと、パイプ加工機(ベンダー)に装着する金型(ダイス)の設計が中心Rを基準に行われるためです。中心Rが明確であれば、そこから「中心R -(外径÷2)= 内R」という計算で、材料や金型の選定がスムーズに進みます。調達購買担当者としては、図面を受け取った際に「このR指定は中心Rで間違いないか」を確認するだけでも、初期段階のミスを大幅に減らすことが可能です。
また、複雑な形状になればなるほど、このRの設定が加工の可否(最小曲げRの限界)に大きく関わってきます。基礎を理解した上で、次に「なぜRの大きさが加工の難易度を変えるのか」というメカニズムを把握することが、最適なサプライヤー選定への第一歩となります。
なぜ「Rの大きさ」が加工の難易度を左右するのか?
パイプ曲げにおいて、R(曲げ半径)を小さく設定すればするほど、加工の難易度は飛躍的に上昇します。これは単に「曲げる」という動作だけでなく、金属材料が物理的に耐えられる限界を超えてしまうためです。調達担当者がこのメカニズムを理解しておくことで、現場からの「このRでは加工できない」というフィードバックに対し、適切な代替案を検討できるようになります。
パイプ曲げのメカニズム:外側の「伸び」と内側の「縮み」
パイプを曲げる際、材料の断面には相反する力が同時に働きます。 曲げの外側部分は、材料が強く引っ張られることで「伸び」が発生し、逆に内側部分は押しつぶされることで「縮み」が発生します。
このとき、材料の厚み(肉厚)が均一であれば良いのですが、実際には外側は薄くなり、内側は厚くなろうとします。Rが小さくなる(急激に曲がる)ほど、この「伸び」と「縮み」の差が激しくなり、材料の許容範囲(伸び率)を超えた瞬間に製品としての形状を保てなくなります。
小さすぎるRが引き起こす3つのトラブル(割れ、シワ、潰れ)
無理なR指定を行った場合に発生する代表的な不良は以下の3点です。
-
割れ(クラック): 曲げの外側が「伸び」の限界を超えて裂けてしまう現象です。特にステンレスや高張力鋼など、硬くて伸びにくい材質で発生しやすくなります。
-
シワ: 曲げの内側で「縮み」の逃げ場がなくなり、波打つように座屈してしまう現象です。薄肉のパイプを曲げる際に顕著に現れます。
-
潰れ(扁平): パイプの断面が円形を保てず、楕円形に潰れてしまう現象です。中空構造であるパイプ特有のトラブルで、流体の抵抗増大や外観不良に繋がります。
これらのトラブルは、金型の調整や設備の性能だけで解決できるものではなく、材料の物理的特性に由来するものが大半です。そのため、設計段階で「加工可能な最小R」をいかに設定するかが、歩留まりの向上とコストダウンの鍵を握ります。